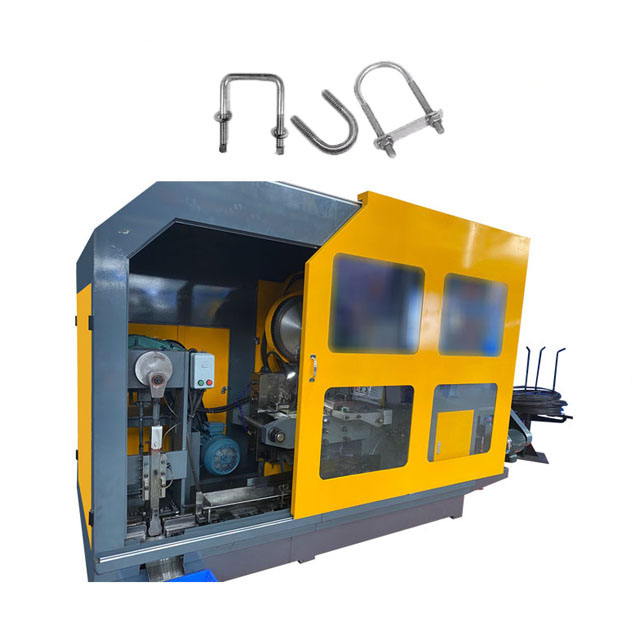





メーカーに愛用されている Ronen® 電動自動ボルトヘッダー機は、優れた冷間圧造技術を利用して高品質のボルト成形を保証します。ボルトの寸法公差を正確に管理できる高精度ツーリングシステムにより、確かな品質で高い評価を得ています。
電動自動ボルト圧造機はマルチステーション冷間圧造技術を採用しており、単一成形効率を高め、エネルギー消費を削減します。装置の安全保護システムは国際安全規格に準拠しており、操作エリアには複数の警報装置が設置されています。
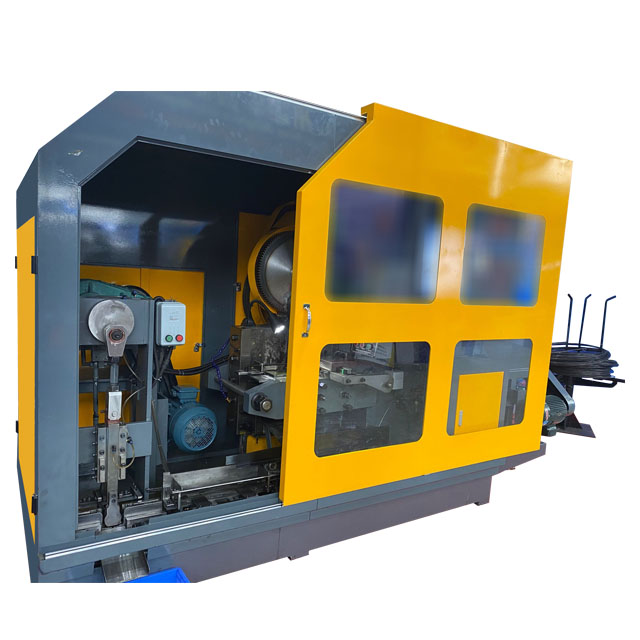
電気自動ボルトヘッダー機は、ファスナー生産分野の重要な設備です。主に冷間圧造法を使用して金属線の頭部を鍛造します。その動作原理は、金型を使用してワイヤの端に圧力を加え、室温で金属が塑性変形して、ボルト頭のあらかじめ設定された形状を形成することです。
電動自動ボルトヘッダーマシンは、送り機構、据え込みステーション、金型交換システム、制御システムの 4 つのコア部分で構成されています。供給機構はサーボモーターによって駆動され、据え込みステーションには高強度合金金型が装備されており、金型交換システムはクイックチェンジバックル設計を採用しています。
ボルトヘッダー機は、炭素鋼、合金鋼、ステンレス鋼などのさまざまな材質の線材を加工できます。ボルトの製造工程における頭部成形を実現するための中核設備であり、後続のねじ加工などの半完成品を供給します。
| 仕様 | D4030 | D4030A | D4038 | D5050 | D5050A | D5063 |
| メインモーター | 1.5KW | 1.5KW | 2.2KW | 2.2KW | 2.2KW | 2.2KW |
| 直径 | 4mm | 4mm |
4mm |
5mm | 5mm |
5mm |
| 長さ | 30mm | 30mm | 40mm | 50mm | 50mm | 63mm |
| 主金型 | φ34.5×50mm |
φ34.5×50mm |
φ34.5×60mm |
φ34.5×80mm |
φ34.5×80mm |
φ34.5×80mm |
| 1stパンチ | φ25×60mm |
φ25×60mm |
φ25×50mm |
φ31×75.5mm |
φ31×75.5mm |
φ31×75.5mm |
| 2番目のパンチ | φ25×50mm |
φ25×50mm |
φ25×50mm |
φ31×74mm |
φ31×74mm |
φ31×74mm |
| カッター | 9*15mm | 9*15mm |
9*15mm |
9*19mm | 9*19mm |
9*19mm |
| スピード | 160-190個/分 | 200-220個/分 | 200-220個/分 | 145-175個/分 | 170-200個/分 | 130-160個/分 |
| 重さ | 1380kg | 1580kg | 1680kg | 1750kg | 1850kg | 1750kg |
| 仕様 | D5076 | D6050 | D6085 | D90120 | D60127 | D8060 | D80100 |
| メインモーター | 3.0KW | 4.0KW | 4.0KW | 5.5KW | 5.5KW | 7.5KW | 7.5KW |
| 直径 | 5 | 6 | 6 | 6 | 6 | 8 | 8 |
| 長さ | 76 | 50 | 85 | 120 | 127 | 60 | 100 |
| 主金型 | φ34.5×108mm |
φ45×108mm |
φ45×108mm |
φ345×135mm |
φ45×150mm |
φ60×128mm |
φ60×128mm |
| 1stパンチ | φ31×75.5mm |
φ36×94mm |
φ36×94mm |
φ36×94mm |
φ36×94mm |
φ38~107mm |
φ38×107mm |
| 2番目のパンチ | φ31×74mm |
φ36×60mm |
φ36×60mm |
φ36×60mm |
φ36×60mm |
φ38~107mm |
φ38~107mm |
| カッター | 9*15mm | 10*25mm | 10*25mm |
10*25mm |
10*25mm |
12*28mm | 12*28mm |
| スピード | 90-120個/分 | 130個/分 | 80個/分 | 70個/分 | 70個/分 | 60-100個/分 | 60-80個/分 |
| 重さ | 1980kg | 2200kg | 2200kg | 2500kg | 2500kg | 4000kg | 4200kg |
電動自動ボルトヘッダー機は、微細な精密加工が可能で、極小ボルトの製造に適しています。マイクロボルトの場合、機械は据え込み圧力を微調整し、高精度金型と連携して、頭部の溝や高さなどの細部が設計要件を満たし、精度要件を満たしていることを確認します。