+86-312-3320870
ronengroup@ronen-group.com
+86-312-3320870
ronengroup@ronen-group.com
日本語
English
Español
Português
русский
Français
日本語
Deutsch
tiếng Việt
Italiano
Nederlands
ภาษาไทย
Polski
한국어
Svenska
magyar
Malay
বাংলা ভাষার
Dansk
Suomi
हिन्दी
Pilipino
Türkçe
Gaeilge
العربية
Indonesia
Norsk
تمل
český
ελληνικά
український
Javanese
فارسی
தமிழ்
తెలుగు
नेपाली
Burmese
български
ລາວ
Latine
Қазақша
Euskal
Azərbaycan
Slovenský jazyk
Македонски
Lietuvos
Eesti Keel
Română
Slovenski
मराठी
Srpski језик
家
私たちに関しては
私たちに関しては
証明書
設備
市場
サービス
展示
よくある質問
製品
冷間圧造機
ナット部品製造機
ボルト部品製造機
スクリュー冷間成形機
リベット部冷間成形機
熱間鍛造機
ナット部熱間鍛造機
ボルト部熱間鍛造機
ベアリングホットプレス機
ねじ成形機
ねじ部転造機
ねじ切り機
マルチステーション冷間圧造機
マルチステーションナット部品冷間製造機
マルチステーションボルト部品冷間成形機
並べ替えマシン
座金ねじ組立機
ニュース
会社ニュース
業界ニュース
ダウンロード
お問い合わせを送信
お問い合わせ
家
>
ニュース
>
業界ニュース
ニュース
会社ニュース
業界ニュース
新製品
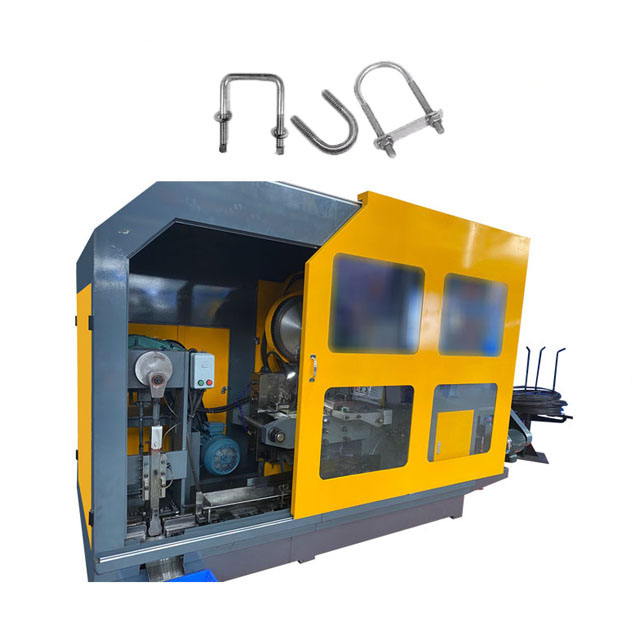
Uボルト部冷間成形機
Uボルト成形機
Uボルト鍛造機
高炭素鋼リベット製造機
すべての新製品
業界ニュース
冷間圧造機の動作原理と特徴
●
2023-07-12
●
-
●
メッセージを残してください
棒やワイヤーの先端を室温で粗面化する鍛造方法。冷間圧造は主にボルト、ナット、釘、リベット、鋼球などの部品の製造に使用されます。鍛造素材は銅、アルミニウム、炭素鋼、合金鋼、ステンレス鋼、チタン合金があり、材料利用率は80~90%です。
冷間圧造
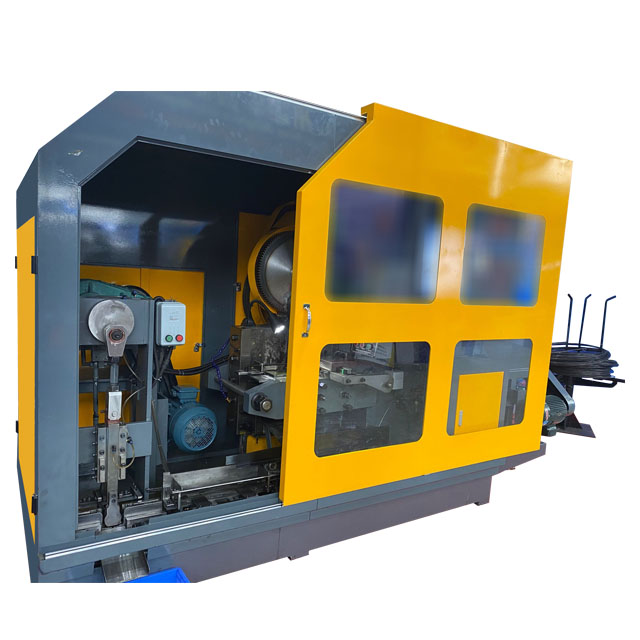
多くの場合、特殊な冷間圧造機で実行され、連続的なマルチステーションでの自動生産が容易になります。冷間圧造機では、切断、圧造、集積、成形、面取り、線圧延、縮径、エッジカットといった工程を連続して行うことができます。冷間圧造ワークの最大径48mmで最大300個/分以上の高い生産効率を実現。図1の冷間圧造ボルトの工程概略図は、冷間圧造ボルトの代表的な工程です。図2に示す多ステーションナット自動冷間圧造機は、多ステーションナット自動冷間圧造機である。棒材は送り機構により一定の長さに自動的に送り出され、切断機構によりブランクに切断されます。その後、クランプ搬送機構によりアキュムレーションプレスステーション、パンチステーションに順次送られて成形されます。
冷間圧造法では、冷間圧造機は動力伝達方式の違いにより機械式変速機と油圧式変速機の2種類に分けられます。機械式トランスミッションにはマニュアルと電動の 2 種類があります。電動および手動の冷間圧造機は、直径 4 ~ 5 mm の低炭素鋼線の冷間圧造に適しています。油圧トランスミッションは、その性能によりさらに油圧鋼線冷間圧造機と油圧棒鋼冷間圧造機の2種類に分類されます。
前:
部品冷間圧造機の使用法
次:
ROEN ファスナー機械のメーカーとサプライヤー
お問い合わせを送信
送信
X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー
拒否する
受け入れる