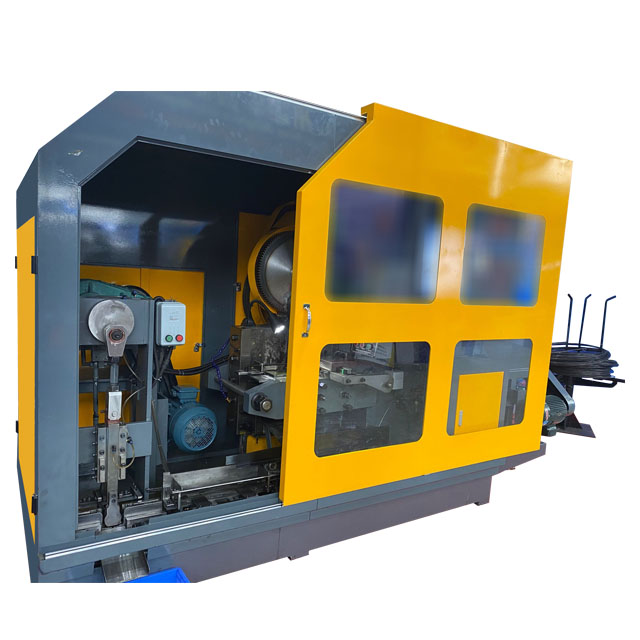



Ronen® マルチステーション 14B6S 冷間鍛造機は操作が簡単です。コントロールパネルには、スタート、ストップ、送り速度調整ノブなどの基本的なボタンが装備されています。この機械には、ワイヤ送給装置の校正方法と詰まったワイヤの除去方法を説明する簡単なガイドが付属しています。

マルチステーション 14B6S 冷間鍛造機を操作する場合は、スチール ワイヤーを 1 ロール挿入するだけです。機械は自動的にビレットを切断し、あるステーションから次のステーションに移送します。各ステーションでは、さまざまなツールが金属を加工し、部品の最終形状を徐々に形成していきます。
マルチステーション 14B6S 冷間鍛造機は、生産プロセス全体を統合します。ワイヤの供給から完成部品の排出まで、すべてのプロセスが連続的な自動シーケンスで完了するため、スペースが節約され、プロセス間の輸送の必要性が軽減されます。
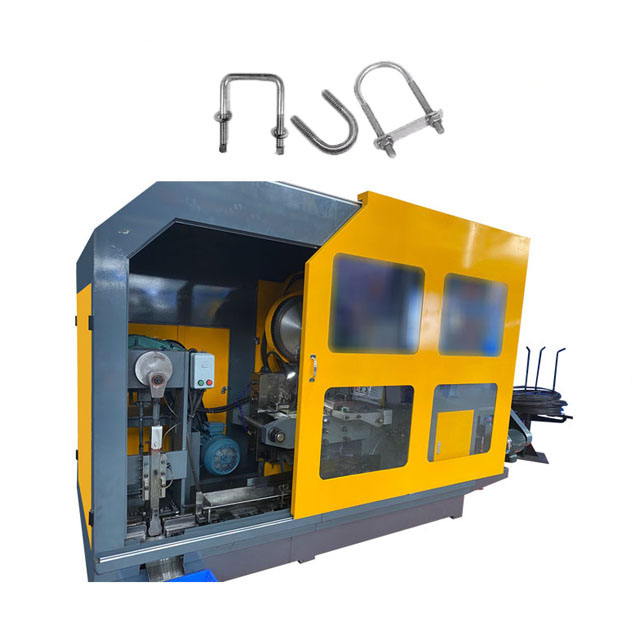
マルチステーション 14B6S 冷間鍛造機を使用して、複雑な部品を製造できます。マルチステーション動作により、プログレッシブフォーミングが可能になります。シンプルなワイヤーブランクは、ねじ山、フランジ、または特殊なヘッドを備えた精密部品に加工できます。通常、メンテナンスは最初の数ステーションの金型に集中します。これらの金型とパンチは、金属ブランクを形成するときに最も大きな力がかかるため、通常は後続のステーションの金型よりも早く摩耗します。
| 仕様 | ユニット | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| 鍛造ステーション | いいえ。 | 6S/7S | 6S/7S | 6S/7S | 6S/7S | 6S/7S | 6S/7S | 6S/7S | 6S/7S | 6S/7S | 6S/7S |
| 最大カットオフ径 | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| キックアウト長さ | mm | 20/30/40 | 20/30/40 | 25/40/60 |
25/30/40 /60/80 |
30/60/80 |
30/40 /60/8 0 |
30/40/60/8 0 |
40/60/80/10 0 |
50/60/80/10 0 |
50/60/80/10 0 |
| ダイスピッチ | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| 鍛造力 | トン | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| 生産規模 | M3-M6 | M6~M10 | M8-M12 | M8~M14 | M10-M18 |
M12- M18 |
M14-M20 | M16-M22 | M18~M24 | M20-M27 | |
| 出力 | 分/個 | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| メインモーター | 馬力 | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
|
潤滑 モーター |
馬力 | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 | 1.5+3 | 1.5+3 | 1.5+3 | 1.5+3 | 1.5+3 |
| 潤滑剤 | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| おおよその重量 | トン | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
マルチステーション冷間鍛造機 14B6S の特長は「フレキシブルなステーションと幅広い材料互換性」です。 6ステーションの金型は部品の要件に応じて交換できます。ボルトを作成するには、頭部成形金型を設置します。ナットを作るために、内穴金型が取り付けられています。機械構造を変更する必要はありません。